
Many 3D printing proponents claim that 3D printing is a good substitute for injection molding that requires a mold. Is it really? Let’s go and see what everyone’s opinions are like.
Additive manufacturing (known as 3D printing) has had a huge impact on manufacturing. Those hand pieces that used to cost several hundred dollars and took weeks, can now be designed in the morning, printed in the evening, and delivered to customers in the next morning.
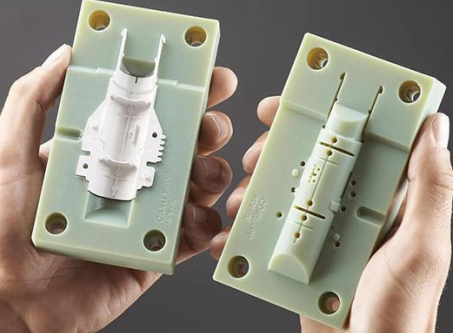
Some companies already use the 3D printing process to make injection molds. It no longer takes months to wait for the manufacture of molds that can be used for production, or because of downstream design changes that result in a large amount of money invested in modifying the molds, or uncertainties on the production floor. No matter whether it is mold verification or small batch production of injection molded parts, it can print 3D printing molds quickly. If the mold has problems or needs to be modified, print one more and repeat the verification or production. right?
These views have some truth. Plastic 3D printed injection molds are a bit like plastic sheds in our backyard. They are cheaper than metal sheds. Plastic sheds build quickly and perform well under low loads. But if there is too much snow, they will break into pieces of a house.
3D printing modules have their own place, and some companies have succeeded in the application of 3D printing molds. Supporters claim that 3D printing molds are up to 90% faster and 70% cheaper than traditional mold processing methods. In some cases this may be true, but it is important to understand the advantages/disadvantages of metal molds compared to 3D printed plastic molds.
Real mold, really fast
Fast manufacturing company ProtoLabs has been producing quick mold injection parts since 1999. It provides molds for the manufacture of parts such as engineering plastics, metals, and liquid silicone (LSR). The molds are mainly made of aluminum (in some cases steel) machined, and can process several to 1000 parts. The delivery time is 1-15 days.
Its industrial-grade 3D printing services include photo-curing (SLA), selective laser sintering (SLS) and direct metal laser sintering (DMLS). Printable materials include thermoplastics that mimic polypropylene and ABS, industrial-grade nylon, and metals (such as stainless steel, aluminum alloys, and titanium alloys).
Since there is such a large-scale processing capability, why not directly print the mold, but instead machine the mold?
Mold makers are wary
ProtoLabs engineers have been thinking about printing dies, but after 16 years of rapid mold business, some reasons still force them to stick to a reliable and rapid injection molding process:
Surface quality: 3D printing processes the parts layer by layer, which can result in a stair-step effect on the surface of the product. Direct printing dies also have similar problems, requiring later machining or sandblasting to eliminate these tiny, toothed edges. In addition, holes smaller than 1 mm must be drilled, larger holes need to be bored or drilled, and thread features require tapping or milling. These secondary treatments greatly reduce the speed advantage of 3D printing dies.
Size factor: If you want to design skateboards or plastic toolboxes, 3D printing dies may be no problem. The size of the parts is limited to 10 cubic inches (164 cubic centimeters), which is roughly the size of grapefruit. And despite the high accuracy of current additive equipment, it is still not comparable to machining centers and EDM equipment. The latter machined cavity typically has an accuracy of ±0.003 in. (0.076 mm) and the part has a volume of up to 59 cubic inches, roughly six times the volume of the 3D printed part.
High temperature environment: In order to ensure good material flow performance, injection molds need to be heated to very high temperatures. Aluminum and steel molds typically experience temperatures of 500F (260°C) or even higher, especially in the processing of high temperature plastics such as PEEK and PEI (Ultem) materials. It is easy to use these metal molds to produce thousands of parts, and it can also be used as a transition mold before the final mass production molds come out. Mold materials made using SLA or similar 3D printing processes are typically photosensitive or thermosetting resins that are cured by ultraviolet light or laser light. Although these plastic molds are hard, they are destroyed very rapidly under the thermal cycling conditions of injection molding. In fact, in a mild environment, 3D printing molds usually fail within 100 uses, high temperature plastics such as polyethylene and or styrene. For glass-filled polycarbonate and high-temperature plastics, only a few parts can be produced.
Comparative cost: A big raw material for using 3D printing dies is because of its low cost. Production-level machining die costs are typically $20,000 or more, which means that the same $1,000 printing die is comparable. However, this analogy is not fair. The evaluation of printed molds usually considers only the material consumption, and does not take into account the manual, assembly and installation, spraying systems and hardware. For example, ProtoLabsd's aluminum mold costs $1,500 for production. If you need to produce more parts? With 3D printing dies, you will need to reprint and assemble a new mold for every 50-100 products you produce. On the other hand, regardless of the plastic used, aluminum molds are still generally well-served in the production of 10,000 parts.
Product design: The principle and practice of traditional injection mold manufacturing have been more than a century old. The industry has conducted thorough research on it. The 3D printing mold is very new. For example, the draft angle must be greater than or equal to 5 degrees to meet most aluminum mold requirements. Plastic molds are challenged to inject plastic parts, and extra care is required for the number and location of plastic mold ejectors.
Plastic molds (especially high injection temperatures) are somewhat more flexible in increasing mold wall thickness and reducing pressure. The design of the gate is also different, and tunnel and spot gates should be avoided. Direct gates, fan gates, and wing gates should be increased to 3 times the normal size.
The flow direction of the polymer in the printing mold should be consistent with the 3D printing line to avoid high filling due to stickiness and low pressure. The cooling system can increase the life of the mold to a certain extent, but it will not significantly reduce the number of cycles of the printing mold, because the heat dissipation capability of the plastic mold is not as good as that of the aluminum mold or the steel mold.
opportunity
Although there are many advantages to fast aluminum molds, 3D printing molds can still play an important role in some situations. For manufacturers who have a 3D printer and have enough time to explore how the printing dies work on the injection molding machine, they may think that the dies should be printed directly.
Of course, the mold designer must understand how to make a functional mold. The redesign and production of the mold cost a lot of money. Relevant technicians and equipment are also necessary - mould sandblasting mechanical workers, thimble mounting, injection molding machine operators, etc., because the setting of these parameters is very different from the traditional model.
But wait - why not use DMLS? Why not directly print metal molds? DMLS uses lasers and precision optics to "paint" parts layer by layer on fine metal powder beds, producing fully dense commercial products that are widely used in aerospace and medical applications. Some people predict that the future aluminum and die steel molds may print directly, providing super-efficient, conformal cooling channels, which will greatly reduce injection molding time and extend die life. To a certain extent, DMLS direct printing of molds is slow and expensive, usually only for very small and complex molds, or machining mold inserts that are difficult to manufacture by traditional machining methods.
Measured and reliable
In general, ProtoLabs think it's best to use DMLS, SLA or other 3D printing processes to do what they are good at: printing parts instead of dies. However, 3D printing injection molds can be a reliable alternative if the following conditions are met.
1) For small batches and relatively simple parts, the product requires a relatively large draft angle.
2) The tool and mold design team is familiar with the design principles of the 3D printing mold.
3) Personnel and equipment for processing and assembling plastic moulds.
Final design considerations. If you need to use the mold for a long time, once the 3D printing mold verifies the rationality of the design, the next step is to use a more permanent material to make the mold, such as aluminum or stainless steel, because the plastic mold is mainly used for small batch production. Due to the different design of 3D printing molds and traditional molds, a certain number of mold redesigns and tests have to be considered in the project time and budget.
Single Roller Corn Thresher,Hand Crank Corn Sheller,Antique Corn Sheller,Electric Corn Sheller
Hunan Xinta Machinery Manufacturing Co., Ltd. , https://www.xyagriculture.com